珩磨管有资质
更新时间:2025-09-01 06:07:57 ip归属地:邵阳,天气:多云,温度:24-35 浏览:1次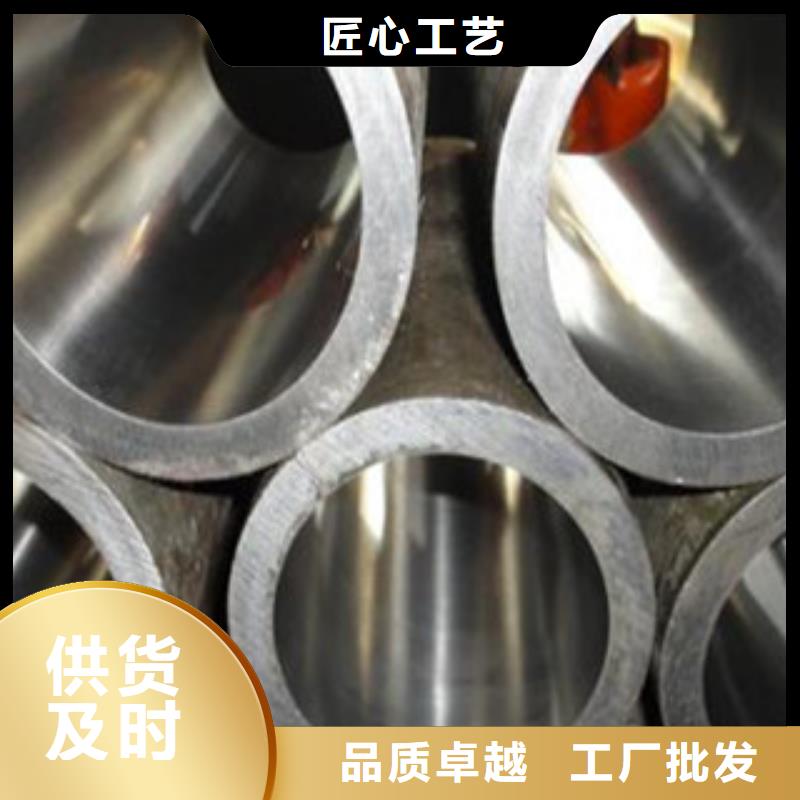

- 发布企业
- 九冶管业(邵阳市大祥区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 精密管
- 所在地
- 经济技术开发区汇通物流园
- 联系电话
- 15192183985
- 手机
- 15192183985
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:邵阳市大祥区珩磨管有资质的产品参数
【九冶】业务覆盖多领域场景,主营武冈精密管制造厂家、双清精密管优选好材铸造好品质、北塔精密管品质有保障、绥宁精密管诚信商家服务热情等产品服务。珩磨管有资质,九冶管业(邵阳市大祥区分公司)为您提供珩磨管有资质产品案例,联系人:李经理,电话:【15192183985】、【15192183985】。 湖北省,邵阳市,大祥区 大祥区东西宽21.8千米,南北长18.3千米,总面积214.66平方公里。属中亚热带季风湿润气候,主要河流有资江,邵水、雨溪。矿藏有砂金、铁锰、无烟煤、大理石、石灰石等。全区辖11个街道、1个镇、2个乡。区政府驻城南街道敏州西路,距市政府驻地3千米。大祥区境内旅游资源丰富,重点文物保护单位有宝庆古城墙、蔡锷故居2处。
观看珩磨管有资质产品视频,让购买决策更有依据。产品优点和特点一目了然,助您明智选择。
以下是:邵阳大祥珩磨管有资质的图文介绍

九冶管业有限公司

邵阳大祥精密管的详细介绍
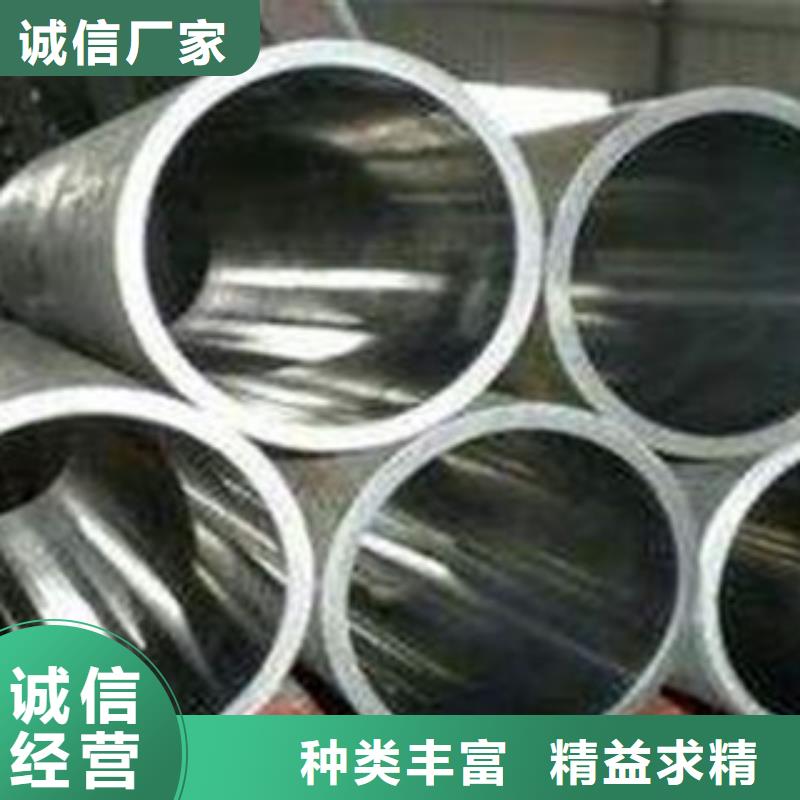
现货销售产地工厂

珩磨管是通过珩磨工艺制作成型的,在对管材进行珩磨的时候,砂条上的磨粒会以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦,使得砂条作旋转运动和上下往复运动,这样砂条上的磨粒就会在孔表面所形轨迹成为交叉而不重复的网纹。
与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。
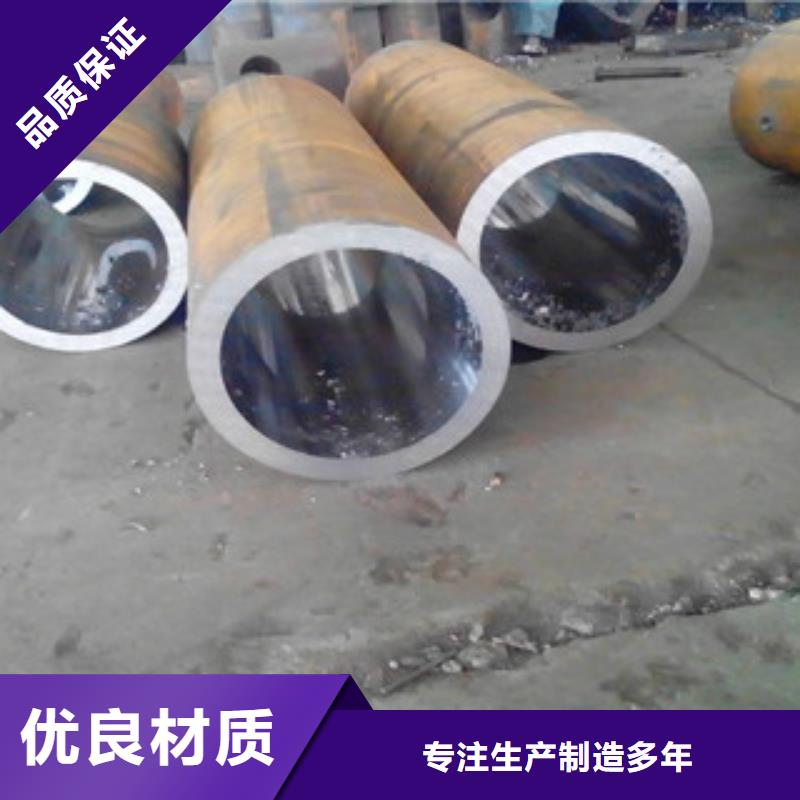
为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。 要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。


精选原材
注重细节
工序严控
价格实惠
厂家直销
支持定制







九冶管业有限公司
10年以上邵阳大祥精密管生产经验
邵阳大祥九冶管业有限公司长期以来培养 精密管技术人才,积累了从 精密管产品开发、工艺、工装设计到批量生产的丰富的理论和实践经验。能够在较短的时间内开发出满足用户要求的 精密管产品。
质量方针:以客户为中心、以 精密管质量求发展、以技术带进步、以管理创效益。
企业作风:求是务实、行动迅速、细致周到、精益求精。
您是想要在邵阳市大祥区采购高质量的珩磨管有资质产品吗?九冶管业(邵阳市大祥区分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的珩磨管有资质产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-【15192183985】,地址:《经济技术开发区汇通物流园》。