绗磨管公司-价格
更新时间:2025-12-07 18:30:38 ip归属地:泰州,天气:晴,温度:3-18 浏览:2次


- 发布企业
- 九冶管业(泰州市泰兴市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 绗磨管
- 所在地
- 丁块工业园
- 联系电话
- 0527-88266888
- 手机
- 0527-88266888
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:泰州市泰兴市绗磨管公司-价格的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
| 类型 | 绗磨管 |
| 材质 | 钢管 |
| 可定制 | 是 |
| 品牌 | 九冶 |
| 范围 | 绗磨管公司-价格供应范围覆盖江苏省、泰州市、泰兴市、靖江市、海陵区、高港区、兴化市、姜堰区等区域。 |
【九冶】业务覆盖多领域场景,主营靖江绗磨管高质量高信誉、海陵绗磨管厂家货源稳定、姜堰绗磨管厂家精选等产品服务。绗磨管公司-价格,九冶管业(泰州市泰兴市分公司)专业从事绗磨管公司-价格,联系人:李经理,电话:【0527-88266888】、【0527-88266888】,以下是绗磨管公司-价格的详细页面。 江苏省,泰州市,泰兴市 泰兴市,江苏省辖县级市、省直管试点市,享有地级市同等审批权限,位于江苏省中部、长江下游北岸(属长江三角洲冲积平原),属北亚热带海洋性季风气候,总面积1172.27平方千米。截至2022年10月,泰兴市辖3个街道、14个乡镇、3个开发区和3个工业园区。截至2022年末,泰兴市常住人口为99.02万人。
想要探索绗磨管公司-价格的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:泰州泰兴绗磨管公司-价格的图文介绍
泰州泰兴九冶管业有限公司有一支技能有素、实践经验丰富的科技攻关团队,为能制造出性能优良、质量可靠的 绗磨管产品奠定了坚实的基础。企业在充分利用自身技术研发能力的同时,还与国内多家重点大学联合研发创新技术,科技前沿产品。公司拥有产品技术、高端的生产及检测设备,为保证产品质量, 绗磨管关键原材料均从国外进口,并且制造产品的所有原材料都处于计算机的连续监控之下。


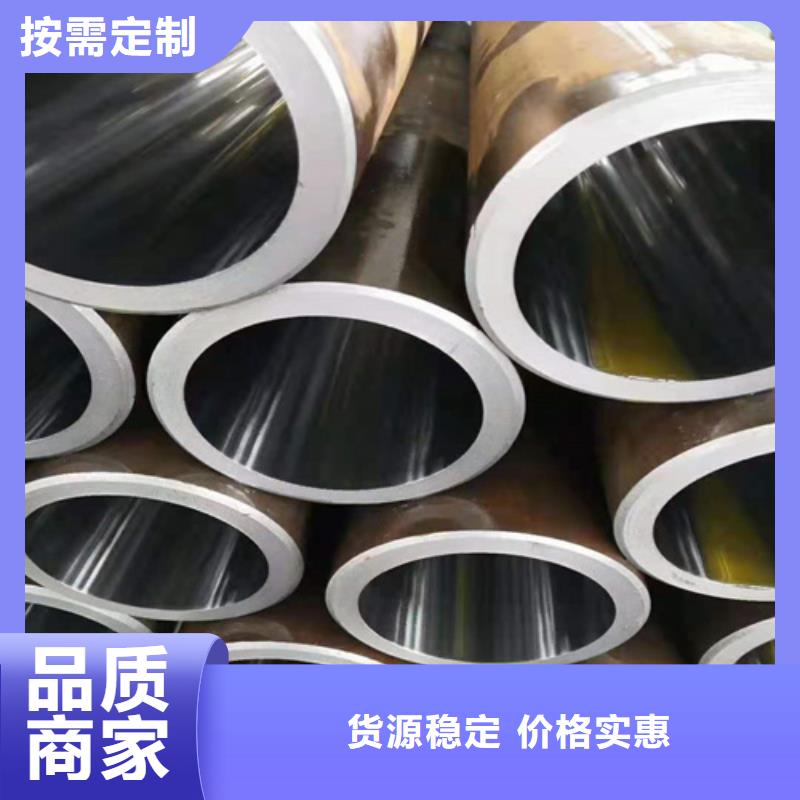
要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。还有关于管材珩磨中的珩磨压力,也就是砂条作用在工件表面的压力,决定于被加工表面的硬度,磨条的性质及加工的表面粗糙度要求。为了减小珩磨时工件的发热,及时排除切屑以细化表面粗糙度,在珩磨时必须施加润滑冷却液,保证珩磨管的精度。由于珩磨管具有中空截面的特殊结构,因此它被广泛用作于输送流体的管道,比如石油、天然气、水以及一些固体物料的输送管道都是用珩磨管制成的。当然除此之外,珩磨管也是制造布局件和机械零件的选择之一。



大口径绗磨管筑底反弹的可能 国内大口径绗磨管供应继续增加,需求有所下滑,库存延续下降态势,故五月份建筑大口径绗磨管呈现重心下移的弱势震荡调整态势。经历了一个月的阶段性调整,产量隐隐有出现拐点的迹象,需求虽有下滑,但并未表现出明显的淡季特征,供需格局同步变化背景下,库存和成本对价格的支撑仍在。 目前建筑钢材市场仍处于高产量,低库存,低利润,高成本的格局之中,价格震荡态势难以改变。初步预计6月份国内大口径绗磨管震荡运行,或存在筑底反弹的可能。公司拥有绗磨管机组4条,可加工生产30--600的绗磨管(航模管油缸管)。公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn、27SiMn及部分低合金钢,标准GB8713-88。



油缸管应用:
(1)工程液压机械:如液压汽车吊、挖掘机、推土机、叉车等。
(2)煤矿井下液压支架:目前全国生产井下液压支架的企业有48家,高精度冷拔管的总需求量约为120万米。
(3)水电站闸门启闭机、模板机,特别是长江三峡工程在今后十年的需求很大。
(4)建筑机械:高空作业升降机械,一般建筑的施工修缮也离不开液压机械。
(5)石油地质管:全国各油田每年需抽油泵3万台以上,年消耗高精度管20—40多万米、此外还可用本项技术精整各类钻杆。
(6)轴承行业:目前滚动轴承座圈的生产,以圆钢为原料,切片后经冲压制成。大轴承座圈还将实心棒料掏空来制作,金属利用率不到40%,迫切需要高精度、轴承钢厚壁管材。
(7)汽车工业:95年传动轴用精密管6000吨,半轴套管1万吨和各种输油管等。
(8)航空工业:铝合金飞机起落架管和厚壁钢管等。
(9)千斤顶行业:我国千斤顶制造有相当实力,出口创汇前景可观。各生产企业目前千斤顶缸多采用实心棒料加工,生产效益低,材料浪费高,对高精度冷拔管需求迫切。
(10)其他领域:各种印染辊、辊道托辊用管、不锈钢管、铝管、铜管、异型管及内外复合管等等均可采用本项技术生产。
液压绗磨管偏壁误差多少 大口径绗磨管镗孔滚压机、刮削滚光机、油缸刮削滚光机等,滚压复合加工工艺,往复一次即可完成镗孔滚压功能。加工精度可达到IT8级,表面粗糙度可达到Ra005-0.2μm。主要用于液压油缸内孔精加工,该设备与传统的珩磨机相比具有低噪音、无污染的优势,并可大大节省劳动力成本,加工效率高。
(1)工程液压机械:如液压汽车吊、挖掘机、推土机、叉车等。
(2)煤矿井下液压支架:目前全国生产井下液压支架的企业有48家,高精度冷拔管的总需求量约为120万米。
(3)水电站闸门启闭机、模板机,特别是长江三峡工程在今后十年的需求很大。
(4)建筑机械:高空作业升降机械,一般建筑的施工修缮也离不开液压机械。
(5)石油地质管:全国各油田每年需抽油泵3万台以上,年消耗高精度管20—40多万米、此外还可用本项技术精整各类钻杆。
(6)轴承行业:目前滚动轴承座圈的生产,以圆钢为原料,切片后经冲压制成。大轴承座圈还将实心棒料掏空来制作,金属利用率不到40%,迫切需要高精度、轴承钢厚壁管材。
(7)汽车工业:95年传动轴用精密管6000吨,半轴套管1万吨和各种输油管等。
(8)航空工业:铝合金飞机起落架管和厚壁钢管等。
(9)千斤顶行业:我国千斤顶制造有相当实力,出口创汇前景可观。各生产企业目前千斤顶缸多采用实心棒料加工,生产效益低,材料浪费高,对高精度冷拔管需求迫切。
(10)其他领域:各种印染辊、辊道托辊用管、不锈钢管、铝管、铜管、异型管及内外复合管等等均可采用本项技术生产。
液压绗磨管偏壁误差多少 大口径绗磨管镗孔滚压机、刮削滚光机、油缸刮削滚光机等,滚压复合加工工艺,往复一次即可完成镗孔滚压功能。加工精度可达到IT8级,表面粗糙度可达到Ra005-0.2μm。主要用于液压油缸内孔精加工,该设备与传统的珩磨机相比具有低噪音、无污染的优势,并可大大节省劳动力成本,加工效率高。


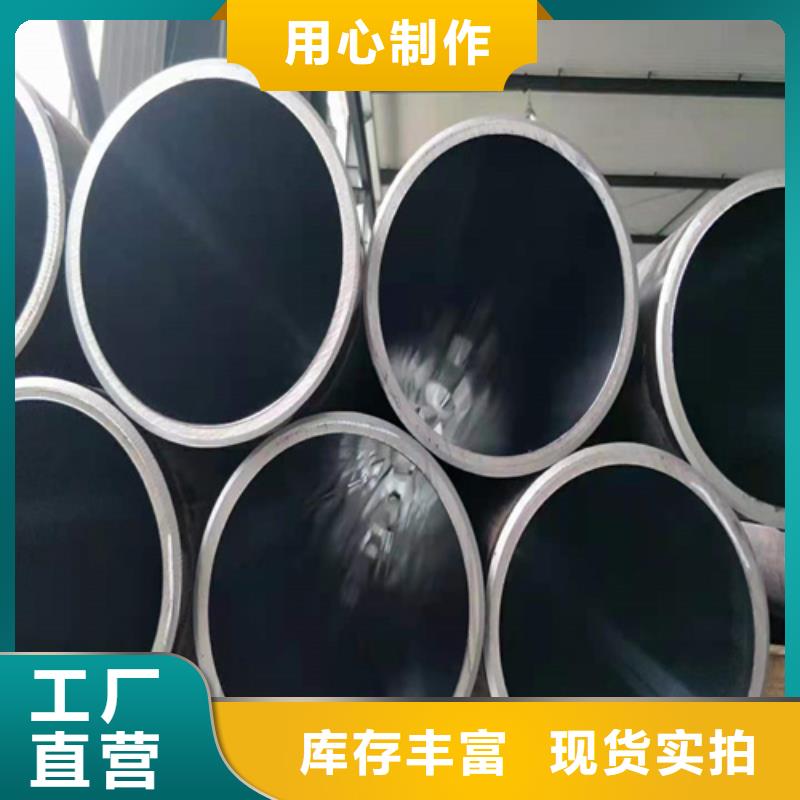
45#绗磨管滚压工艺光洁度是效的 油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是的,能大大提高缸筒的表面质量。
45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要
45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要



在泰州市泰兴市采购绗磨管公司-价格请认准九冶管业(泰州市泰兴市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【0527-88266888】)。