高强板-自主研发
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 高强板-供应范围覆盖四川省、成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 巴州区、通江县、南江县、平昌县等区域。 |
本厂自成立以来,我们长期坚持“诚实,守信,专注,公平,创新”的原则。以优良、放心、良好的 耐磨板信誉得了客户的一致好评和信任,成为了省内外诸多企业供应商。热忱欢迎广大新老客户惠顾指导、洽谈 耐磨板业务。


半奥氏体
半奥氏体沉淀硬化型不锈钢是一类高合金的超高强度钢,如常见的17-7PH(OCr17Ni7Al)、PH15-7Mo(OCr15Ni7Mo2Al)和AFC-77(15Cr15Mo5Co14V)等。这类钢经固溶化处理,冷却到室温为奥氏体组织,再经过冷加工、冷处理或者加热到750℃进行调整处理后,奥氏体转变为马氏体。后在400-550℃时效,便得到在回火马氏体基体上弥散分布着第二相强化组织的超高强度钢板。这类钢在315℃以上长时间使用时,会因为金属间化合物沉淀而使材料变脆,所以使用温度要限制在315℃以下。这类钢主要用于制造航空器件构件、高压容器和高应力腐蚀化工设备零件等。



织鬃方法我们称为超高压水切割,它使用的是高压水切割系统来切割钢板的,并且可以得到很好的切割效果。同时,我们也可以叫它水刀或水射流。接着我来具体说一下,超高压水切割能够产生高压,从而对水施压,给水加上几百或是能达到几千个大气压,这样水就从喷嘴中喷出从而形成水柱,这时就形成了高压水流,而且它的力量很大,其速度更是每秒高达近千米,这样就可以进行精密切割了。再往水中加入磨料粒子,可以加快切割的进程,从而让切割提速。超高压水切割优点主要有:切缝较窄,切口光滑;在切割过程中,没有尘埃、变形计火花等,环保;切割振动小、噪音低,同时成本很低。
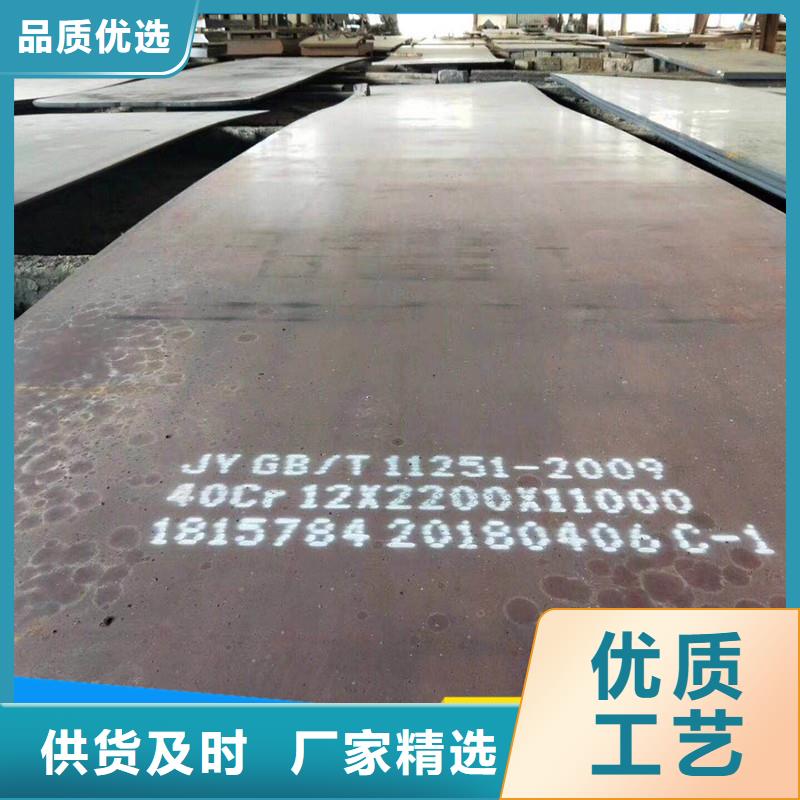
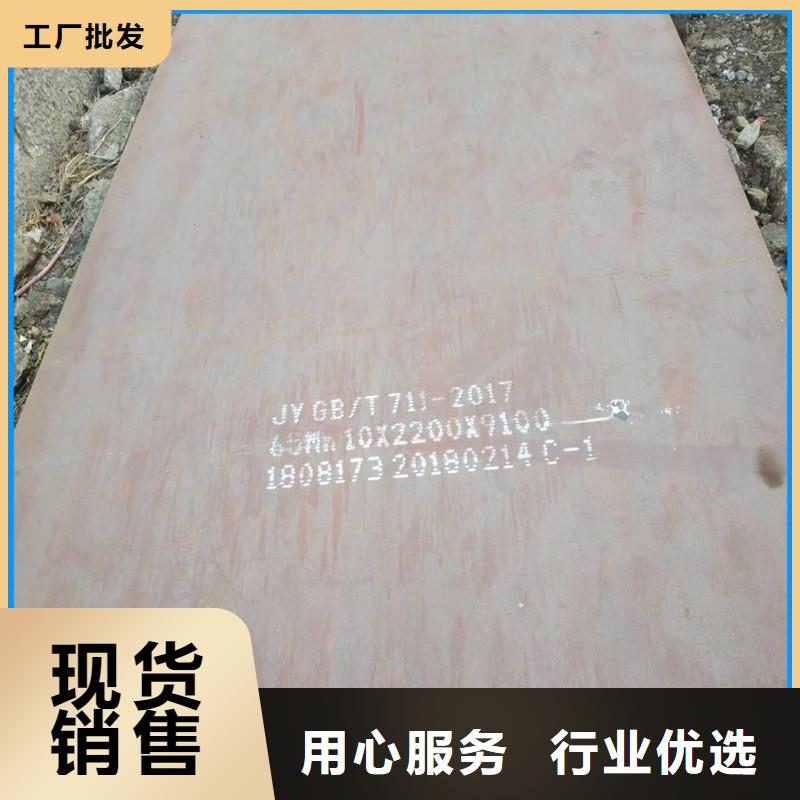
低合金高强度板:Q390(B/C/D/E)、Q420(B/C/D/E)、Q460(C/D/E)、Q550(C/D/E)、Q690(B/C/D/E)
基于上述这些优点,水切割可以用于中厚板切割精加工行业中,尤其适用于在恶劣及有防爆要求的环境中使用。其应用,目前来看是非常广泛的。
用途 主要用于制造桥梁、船舶、车辆、锅炉、高压容器、输油输气管道、大型钢结构等。性能要求(1) 高强度:一般其的屈服强度在300MPa以上。
高韧性:要求延伸率为15%~20%,室温冲击韧性大于600kJ/m~800kJ/m。 对于大型焊接构件,还要求有较高的断裂韧性。
良好的焊接性能和冷成型性能。



汽车工业的迅猛发展为国民经济和社会发展发挥了重要作用。但受动力短缺、环境污染等问题的影响,该行业发展之矛盾也日益凸显。展望未来,该行业的发展只要建立在天然、生态、节能、等布景下,其发展才可继续。
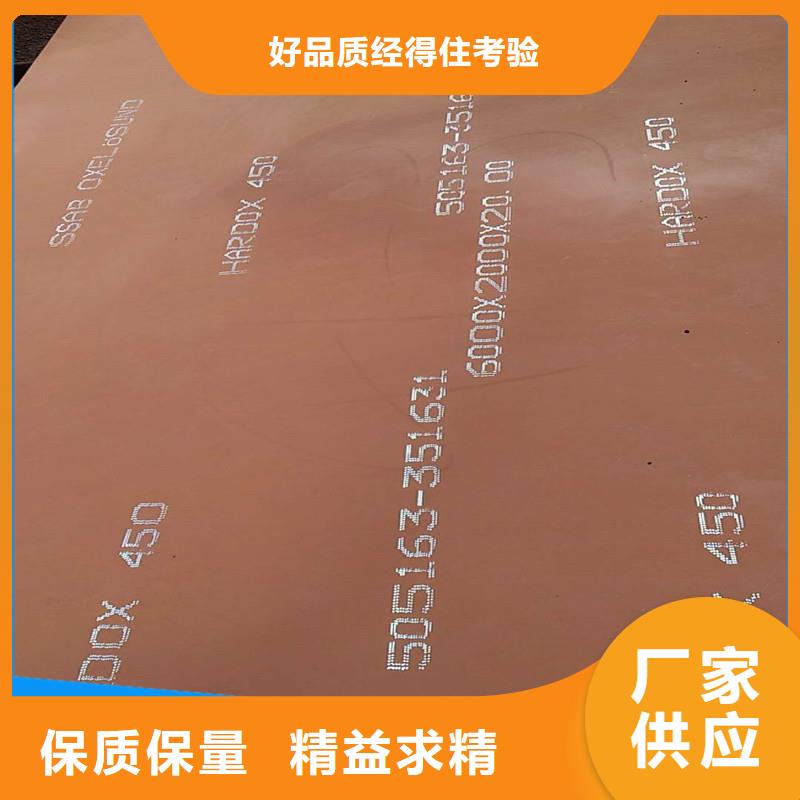
在此布景下,汽车轻量化以及Q690D高强板的应用成为了重要发展方向。但受Q690D高强板板材强度的进步,传统的冷冲压工艺在成型过程中简单产生破裂现象,无法满意高强度钢板的加工工艺要求。在无法满意成型条件的情况下,现在国际上逐渐研讨超高强度钢板的热冲压成形技能。
该技能是归纳了成形、传热以及组织相变的一种新工艺,主要是利用高温奥氏体状态下,板料的塑性添加,屈从强度降低的特色,通过模具进行成形的工艺。但是热成型需要对工艺条件、金属相变、CAE分析技能进行深入研讨,现在该技能被国外厂商垄断,国内发展缓慢。
据调查计算,部分汽车品牌Q690D高强板的应用不断扩大,有些车型的车身结构高强度钢的应用已达90%.根据美国钢铁学院能量部的研讨,即使高强度钢降低部分数值其拉伸仍是要比传统的冷板困难得多。Q690D高强板的延展率只要普通钢材的一半。
当资料被冲压成形时,会变硬,不同的钢材,变硬的程度不同。一般高强度低合金钢只略有20MPa添加,不到10%.注意:双相钢的屈从强度有140MPa添加,添加了40%多!金属在成形过程中,会变得完全不同,完全不像冲压加工开始之前。
这些钢材在受力后,屈从强度添加很多。资料较高的屈从应力加上加工硬化,等于活动应力的大大添加。因此,开裂、回弹、起皱、工件尺度、模具磨损、微焊接磨损等成为了Q690D高强板成型过程中的问题焦点。
根据Q690D高强板的特色和特性,如果不能改变金属活动和减少冲突,那么高强度钢(HSS)的开裂和质地不均性都或许引起部件报废率的上升。这种资料所具有的高千磅力每平方英寸(KSI)(测量屈变力的单位)、增强的回弹、加工硬化的倾向以及在升高的成型温度下运转对于模具来说都是一个挑战。



1、按图纸尺寸定位焊后,铆工负责把各主筋铰接孔端圆弧处空档内,适当加撑焊固。
2、各焊缝尺寸必须符合图纸要求。角焊缝除少数焊角尺寸K=8-10mm以外,一般焊角尺寸K=12-18mm。焊后用样板自检合格,要求焊缝宽度均匀,表面美观。
3、焊缝边缘与母材结合线必须融合良好,光滑过度,不允许出现未熔合、裂纹、咬边等焊接缺陷。
4、焊接时注意防风,每层每道施焊前,要灰尘及氧化渣皮,并清理焊缝表面油污,以减少气孔,边缘熔合不良现象。
5、焊接设备要精细保养,经常检查气路是否有漏气或其他故障,焊丝输送与导电装置及易损件是否完好,从焊接设备上保证少出现气孔及其它焊接缺陷。
6、各焊工严格焊后自检,检查出焊后缺陷,必须立即处理合格。杜绝出现漏焊及不合格焊缝。
7、产品实行打号追溯制Q420C高强板
8、结构件施焊前,应进行预热,温度为150-200°C,加热范围不低于焊道边缘100mm。焊接过程中,层间温度不低于150°,否则,应重新加热。
9、焊工焊前必须熟悉图纸,了解各主筋与各筋板之间的不同焊角尺寸的要求。
10、焊接工艺参数:
焊道类别 焊接电流/A 电弧电压/V 气体流量/L.min 焊接线能量/KJ.cm 焊缝高度 (mm) 焊道温度/℃
打底焊道 260-280A 28-30V 18-22L ≤20 6-8 不低于120℃ 填充焊道 280-300A 29-31V 20~25 ≤24 8-10 不低于120℃ 盖面焊道 300-320A 31-33V 20~25 ≤24 6-8 不低于120℃.
- 不锈钢复合管护栏规格全可满足不同需求 2025-12-04
- 不锈钢复合管护栏2定制-实力厂家 2025-12-04
- 全自动烙馍机生产厂家欢迎致电 2025-12-04
- 优选:NM500耐磨钢板供货商 2025-12-04
- 预应力千斤顶公司 2025-12-04
- 有现货的实验台销售厂家 2025-12-04
- 口碑好的NM400耐磨钢板销售厂家 2025-12-04
- 生产铅板的实体厂家 2025-12-04
- 二次结构泵厂家、定制二次结构泵 2025-12-04
- 2025性价比高的#工字钢厂家#服务好 2025-12-04
- 钢管-钢管厂家直销 2025-12-04
- 合金27SiMn货源直供 2025-12-04
- 封箱机厂家资讯 2025-12-04
- 推拉雨蓬企业-价格合理 2025-12-04
- 防撞护栏全国配送 2025-12-04
产品

联系方式
