珩磨管批发价格
更新时间:2025-12-04 08:02:54 ip归属地:南平,天气:多云转阴,温度:12-23 浏览:1次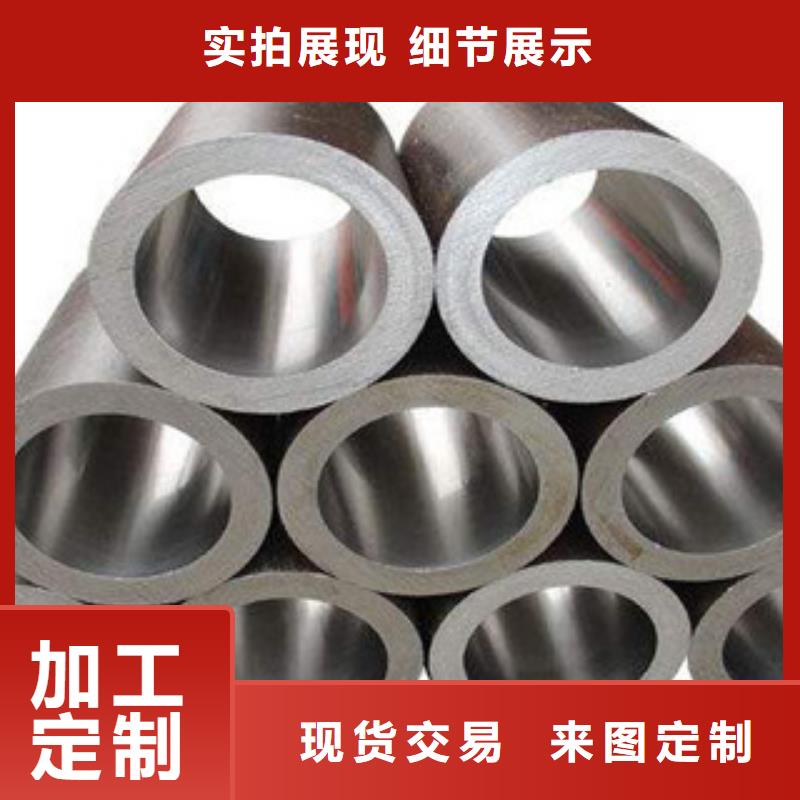

- 发布企业
- 九冶管业(南平市邵武市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 精密管
- 所在地
- 经济技术开发区汇通物流园
- 联系电话
- 0527-88266222
- 手机
- 18762195566
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍

主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。
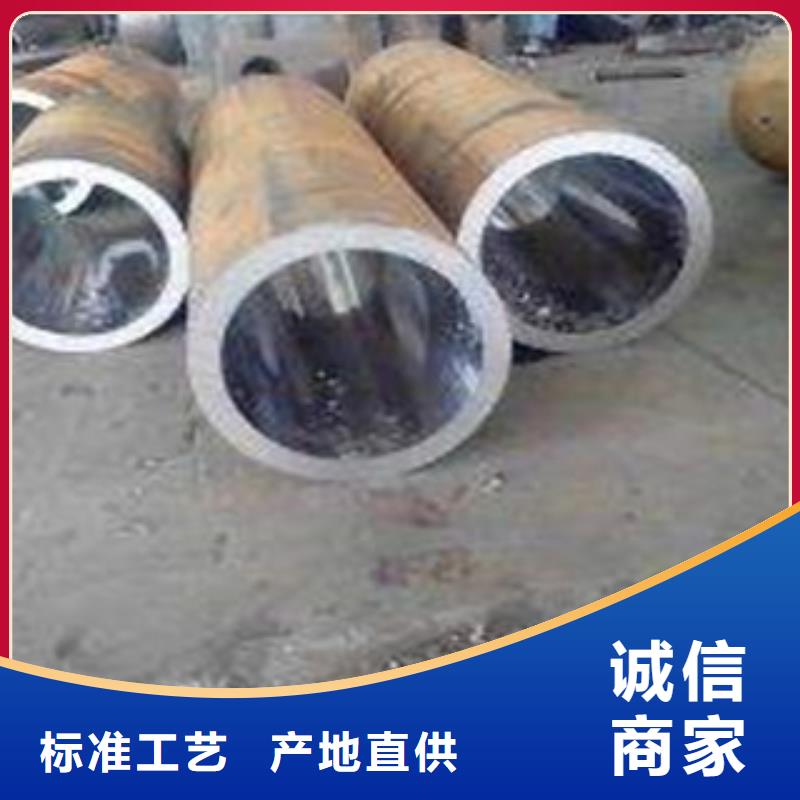
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。
一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。
但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。


上述这些问题都是关于珩磨管的,给出具体答案好让大家通过学习,来清楚明白,有正确认识,这样,也可以避免出错,进而,在产品的使用及利用上,其使用效果。
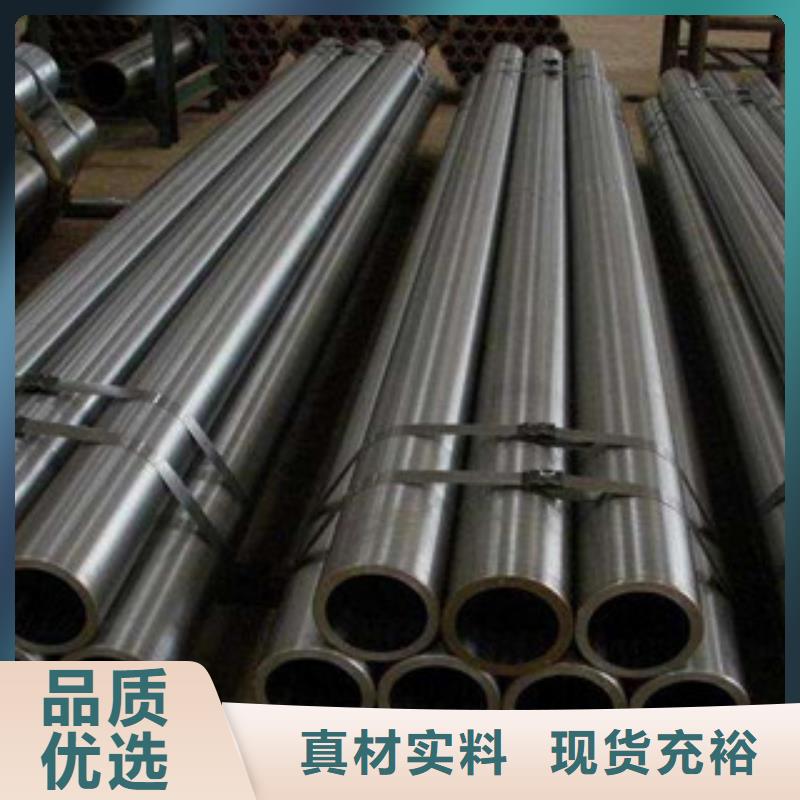
珩磨管,就是经过绗磨加工的无缝钢管。珩磨是一种机械加工工艺,通过珩磨头对冷拔管内孔进行往复高速磨加工工艺加工,使内孔达到我们所需要的公差尺寸及表面粗糙度要求。根据客户要求珩磨加工,能达到公差范围(如H7,H8,H9等),粗糙度能达到Ra0.4,椭圆度达到3~5丝范围内,长度长能到8m。
珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质
缸筒是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造(又称冷拔管,珩磨管),使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。 端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后必须更换端盖



南平邵武九冶管业有限公司是专业研发 精密管。本公司座落于经济技术开发区汇通物流园,竭诚为五湖四海的朋友提供优质的服务,用货真价实的优质产品和积j i负责的服务,以及商业道德文明铸就品牌建设之路。
公司坚持科技创新,追求的质量方针,狠抓品牌建设,精细选材,禁止为了迎合低价位竞争而偷工减料,更禁止一味追求利润而欺骗消费者,产品生产流程严格把关,凭借先进的现代化生产设备,不断提高生产工艺水平。
公司拥有一支专业的队伍,形成了一支有知识、有活力朝气蓬勃的团队。自成立以来,公司团队不断的努力,诚信、负责、积j i、创新,塑造了良好的品牌信誉和客户的好评。


有时候珩磨管还是一种不会燃烧的建筑材料,它还有抗震和抗弯的特性。可是,珩磨管作为建筑材料在防火方面又存在一些难以避免的缺陷,它的机械机能,如屈就点、抗拉及弹性模量等都会因为温度的升高而急剧下降。
这种情况下,珩磨管就会失去原有的承载能力,发生弯曲、变形等问题,如果对此类问题不予以重视而继续使用的话,势必会造成更为严重的不良后果。所以,对珩磨管进行防火处理也是非常有必要的。
方式方法有很多,比如采用采用绝热、耐火材料阻隔火焰直接灼烧珩磨管,从而降低热量的传递速度,减缓管材的局部温升和强度降低等等。借鉴这一原理,实际中用到的珩磨管防火措施也不少。


