滚筒线免费咨询
更新时间:2025-08-31 14:01:23 ip归属地:佛山,天气:阵雨转多云,温度:26-33 浏览:2次
- 发布企业
- 依利达包装器材(佛山市三水区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 热收缩包装机
- 所在地
- 佛山市禅城区南庄镇商业广场二座
- 联系电话
- 0757-85395000
- 手机
- 13927785571
- 联系人
- 陆经理 请说明来自商助贸易宝,优惠更多
详细介绍


传动方式:单链轮、双链轮、O型皮带、平面摩擦传动带、多楔带等。
调速方式:变频调速,无级变速等。
滚筒的技术设计和组织设计(1)技术设计。技术设计包括制订工艺路线和工艺规程,设计专用设备,改装设备,设计专用工装夹具,设计运输传送装置等内容。(2)组织设计。① 节拍。节拍是流水线上生产前后两件相同产品的间隔时间,是流水线设计的基础。② 节奏。当计算节拍较小,产量体积也很小时,按批运送比较方便。那么,顺序出产两批同样制品之间的时间间隔称为节奏。③ 流水线设备(工作地)数量。为保证制品在流水线滚筒上连续移动,每道工序的设备(工作地)数量应等于加工时间与流水线节奏之比。④ 设备负荷系数。设备负荷系数表明设备的利用程度。⑤ 流水线人员人数。⑥ 传送带速度。可按要求定做各种尺寸不锈钢滚筒、各类滚筒系列、各类胶辊系列、物流输送设备系列、SMT系列设备、流水线配件



佛山三水依利达包装器材有限公司整合资源,优势互补,优化整体商业模式,做好佛山三水--热收缩包装机,通过实业运作和资本运作,不断扩大产业规模,力争在新的起点上再造辉煌。


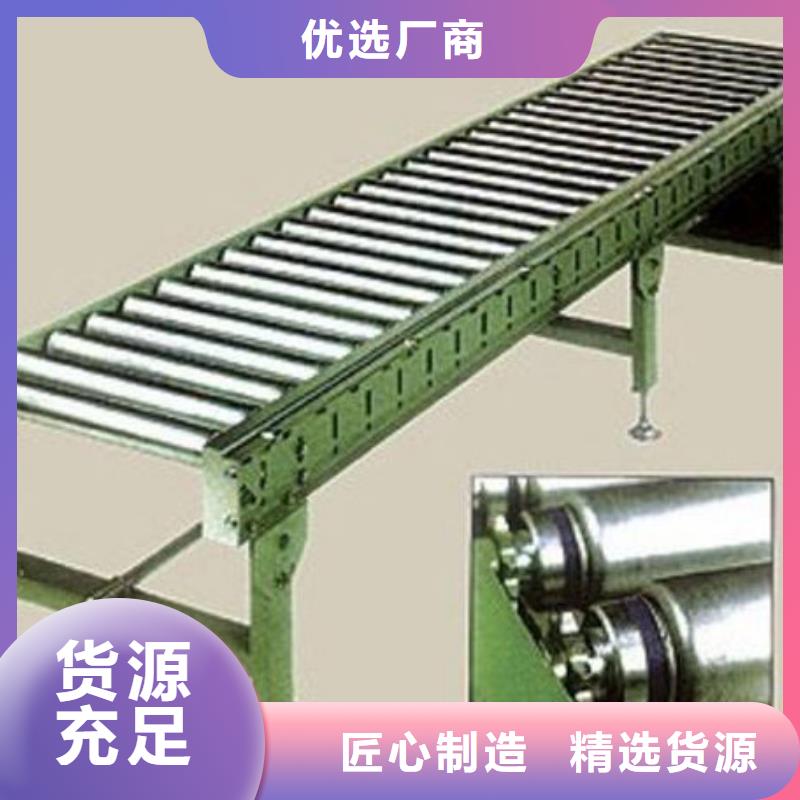
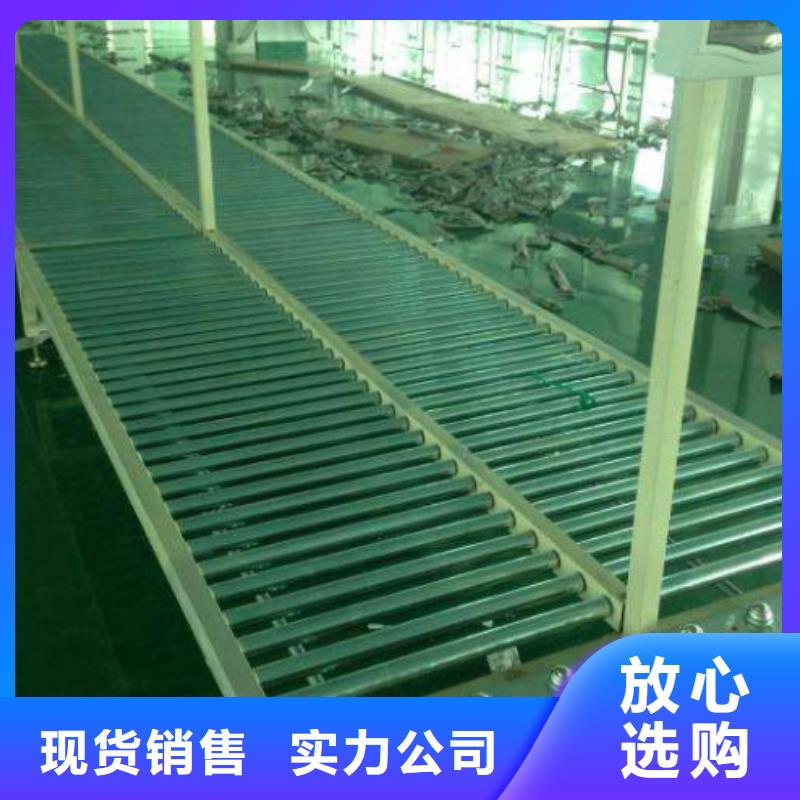
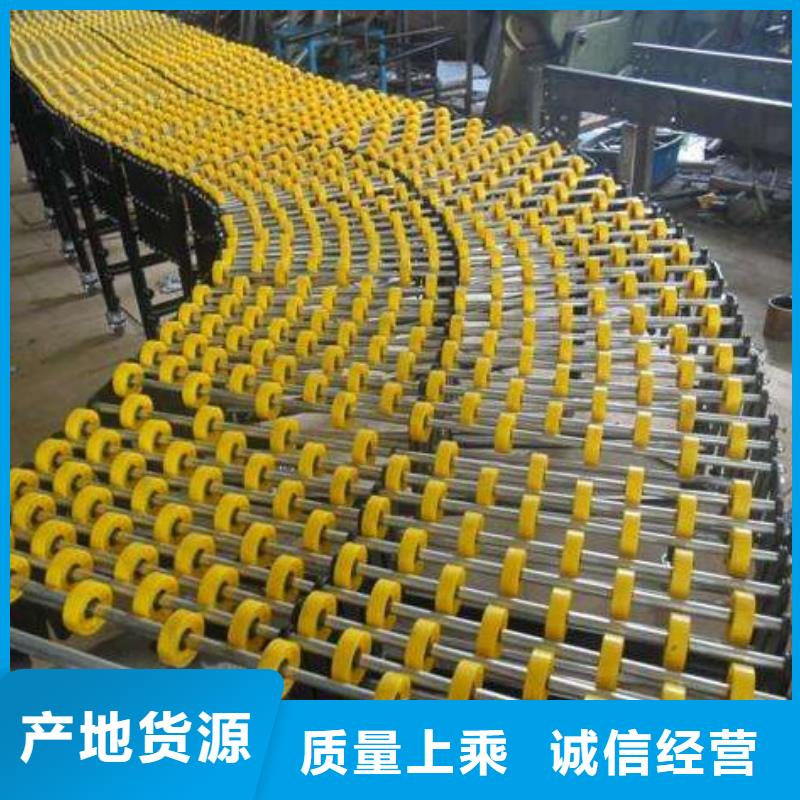
?结构形式有:?
?按驱动方式可分为滚筒线和无动力滚筒线,按布置形式可分为水平输送滚筒线、倾斜输送滚筒线和转弯滚筒线。还可按客户要求特殊设计,以满足各类客户的要求。?标准规格:? ?滚筒线内宽度为200、300、400、500、600、700、800、1000、1200mm等。也可按客户需求采用其它特殊规格。转弯滚筒线标准转弯内半径为R600、R900、R1200mm等,也可按客户需求采用其它特殊规格。直段滚筒所用的滚筒直径有38、50、?60、76、89mm等。
?技术参数:?线体宽度?90mm-2500mm?线体长度?由客户选定?线体高度?由客户选定? 滚筒直径?φ25?φ32?φ42?φ50?φ60?φ76?φ100? 滚筒材质?分重型和轻型两种?,?有碳钢、塑钢、不锈钢等材质;?进行镀锌、镀铬、铸塑、包胶等处理? 滚筒类型?普通、锥型?(内R?≥?900mm),也可由客户选定?滚筒间距?一般?70-200mm,可由客户选定?框架材质?铝型材、碳钢等?轴?承?采用专用轴承? 电?源?单相220V三相380V?50Hz(客户选定)? ??



elida

我公司在滚筒生产过程中,改变传统的工艺方法,变事后把关为事前控制,对制造过程的各环节实施重点控制。以铸焊接盘滚筒为例具体说明如下:
(1)确保筒皮卷制精度 ①卷头用120°圆弧样板检查,不能出现大于0.3mm的间隙,并考虑防止焊接时的凹陷现象; ②卷板半径用样板或模具进行检查,并保持钢板厚度变化均匀; ③卷制精度必须保持在2mm范围以内,以保证滚筒的外径尺寸要求及筒皮加工后能达到至小壁厚尺寸要求。
(2)接盘加工过程中的工艺控制要点 ①以接盘内壁为找正粗基准,一次装夹车成外圆、内孔及各部端面; ②接盘壁厚精度不得大于3mm; ③铸焊接盘要做静平衡试验,不平衡允许值不得大于1kg。 (3)滚筒不允许先包接盘后焊筒皮纵缝,采取筒皮校圆再装接盘的工艺方法,且筒皮与接盘点焊在摆焊台上进行。 (4)筒体加工过程中的控制要点 ①重视镗内孔的找正,采取在镗杆上装夹百分表,以粗加工时内孔为基准,打表找正,精度应小于0.5mm; ②找正后串镗杆一次镗成两端面止口及内孔;③检测滚筒的至小壁厚与壁厚差。测量时,为了更准确地反映整个滚筒的壁厚差,对于铸焊接盘滚筒,采取在距环缝100mm处,沿圆周方向避开纵环缝50mm,每隔90°等分4条线,每条线上均匀地测4点壁厚,至小值大于至小壁厚,差值小于规定的壁厚差。