您当前的位置:商助贸易宝 » 民乐商助贸易宝 »民乐产品 » 规格全的护栏现货厂家
规格全的护栏现货厂家
更新时间:2025-12-02 08:12:22 ip归属地:张掖,天气:晴,温度:-13-2 浏览:4次



- 发布企业
- 鑫海达不锈钢复合管护栏厂(张掖市民乐县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 桥梁护栏厂家
- 所在地
- 开发区工业园
- 联系电话
- 0527-88266888
- 手机
- 17768165506
- 联系人
- 贾殿涛 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:张掖市民乐县规格全的护栏现货厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 鑫海达 |
| 是否进口 | 否 |
| 可定制 | 是 |
| 用途 | 道路,桥梁,市政 |
| 长度高度 | 定制 |
| 范围 | 规格全的护栏供应范围覆盖甘肃省、张掖市、民乐县、甘州区、临泽县、高台县、山丹县等区域。 |
【鑫海达】为您提供山丹桥梁护栏厂家重信誉厂家、高台桥梁护栏厂家追求细节品质、甘州桥梁护栏厂家精益求精等多元产品与服务。在张掖市民乐县采购规格全的护栏现货厂家请认准鑫海达不锈钢复合管护栏厂(张掖市民乐县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:贾殿涛-【17768165506】)。 甘肃省,张掖市,民乐县 民乐县,隶属于甘肃省张掖市,位于张掖市东南部,东与山丹县、永昌县接壤,南与青海省祁连县、门源回族自治县相连,西南与肃南裕固族自治县交界,西和西北同张掖市甘州区毗邻,区域面积3687.32平方千米。截至2022年10月,民乐县辖10个镇,另有1个工业园区。截至2022年末,民乐县常住人口19.06万人。
一分钟的时间,对于了解我们的规格全的护栏现货厂家产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:张掖民乐规格全的护栏现货厂家的图文介绍

张掖民乐鑫海达不锈钢复合管护栏厂已拥有30多名核心精英队伍,已拥有现代化的办公设备,完善的管理、销售、物流、服务为一体的管理系统,拥有高文化、高素质、高技术的核心精英队伍,赢得国内外广大用户的信赖和好评,从而建立了巩固的合作关系,因此公司的业务得以日益发展,占有了国内外 桥梁护栏厂家行业的大量市场。能为客户提供高品质、好价格的 桥梁护栏厂家产品,以质量和服务深受国内外厂家、经销商的信赖和支持。


浅析不锈钢复合管护栏动态变形量怎么区分呢?
不锈钢复合管护栏的动态变形量介绍,不锈钢复合管护栏动态变形量差别很大,不锈钢复合管护栏动态变形量,
关于不同方式、不同资料的护栏,不锈钢复合管护栏大动态变形量都有很大的差别,在同一种才能等级的碰撞车辆
碰撞时,刚性护栏大动态变形量很小,半刚性护栏依据其资料和几何尺寸各有不同。关于路侧护栏规则护栏大动
态变形量,目的是防止车辆翻出路外。
依据实验结果的研讨标明,只需车辆的中心位置不越过护栏的原始装置位置,车辆就不会翻出路外。而大型车辆
的车宽根本都在240mm以上,因而120mm是护栏大动态变形量的极限位置。
关于没有明沟的中央分隔带护栏与路侧护栏相比,公路护栏波纹板动态变形量的限制能够恰当放宽。本实验中,
不锈钢复合管护栏变形大的节点发作在编号为30654的节点处,仿真结果显现,该节点的动态合成大位移是
62cm,这个代表了护栏的大位移,它满足规范规则的护栏大动态变形量,关于本实验中护栏的大位移,它满
足规范规则的护栏大动态变形量,关于本实验中的小汽车而言还是38cm的变形空间。
以上是常见的不锈钢复合管护栏的变形量的相关的介绍,对于这些介绍我们要增强它的各种的表现和常见的措施
,这样的话不锈钢复合管护栏才会发挥出来更大的作用,才会有更大的影响。



护栏使用不锈钢管和不锈钢复合管的区别 ?
不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢
无异。
不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生绣,不锈钢材质又分好几种200,201
,300,301,304等,市场上一般为301材质,304 的效果好,其次301。
焊接性。
产品用途的不同对焊接性能的要求也各不相同。一类餐具对焊接性能一般不做要求,甚至包括部分锅类企业。但
是绝大多数产品都需要原料焊接性能好,象二类餐具、保温杯、钢管、热水器、饮水机等。
耐腐蚀性
绝大多数不锈钢制品要求耐腐蚀性能好,不锈钢管象一、二类餐具、厨具、热水器、饮水机等,有些国外商人对
产品还做耐腐蚀性能试验:用NACL水溶液加温到沸腾,一段时间后倒掉溶液,洗净烘干,称重量损失,来确定受腐
蚀程度(注意:产品抛光时,因砂布或砂纸中含有Fe的成分,会导致测试时表面出现锈斑)
抛光性能(BQ性)
目前不锈钢制品在生产时一般都经过抛光这一工序,只有少数制品如热水器、饮水机内胆等不需要抛光。因此这
就要求原料的抛光性能很好。影响抛光性能的因素主要有以下几点:
①原料表面缺陷。如划伤、麻点、过酸洗等。
②不锈钢复合管原料材质问题。硬度太低,抛光时就不易抛亮(BQ性不好),而且硬度太低,在深拉伸时表面
易出现桔皮现象,从而影响BQ性。硬度高的BQ性相对就好。


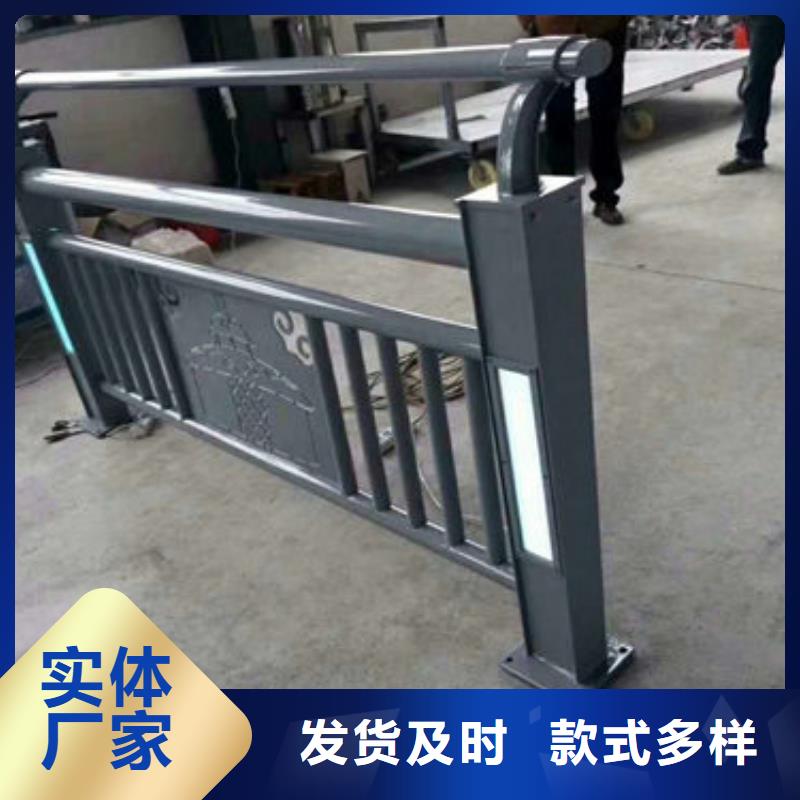
不锈钢复合管防护栏
不锈钢复合管在防护栏,护栏上是常常会应用的,它不论是耐磨性能還是抗腐蚀上全是较为非常好的,针对不锈钢复
合管而言它的规定是较为严苛的,务必要硬实,表层有光泽度。不锈钢复合管在生产制造上的流程是较为认真细致的
,在其中为关键的一个流程便是电焊焊接。电焊焊接规定的溫度,环境湿度及其焊丝,熟度全是不一样的,要依照主
要用途开展去生产制造,促使它的特性和特点合格开展,不锈钢复合管电焊焊接规定的技术性特性较为高,许多的老
师傅不是具有电焊焊接的工作能力的。下列是给大伙儿开展详细介绍的有关的电焊焊接的流程供大伙儿开展参照:
1、不锈钢复合管焊丝人间有钛钙型和低氢型二种。电焊焊接电流量尽可以选用直流稳压电源,有益于抑制焊丝
泛红和熔浓淡。钛钙型焊芯的焊丝不适合做全影响力电焊焊接,只合适立焊友谊角焊;低氢型焊芯的焊丝可做全影响
力电焊焊接。
2、为防止产生裂痕、凹痕、出气孔等缺点,钛钙型焊芯焊接前经150-250℃风干1h,低氢型焊芯焊接前经200-
300℃风干1h。不能不如频繁不断风干,要不然药皮易零落。
3、焊缝结算清洁,还防止焊丝沾上油以及它脏污,以防加上焊接碳含量并危害电焊焊接品质。
4、为防止加温而产生晶间腐蚀,电焊焊接电流量不适合过大,一般应该比碳钢焊条低20%上下,电孤不必太长
,虚梁快冷,以窄道焊为宜。
5、应尽可能选用短弧电焊焊接,弦长一般2-2mm,电孤太长易产生热裂痕。
6、运条:应选用短弧急速焊,一般不同意横着晃动,其总体目标是减少不锈钢复合管电焊焊接发热量和热危害
区总宽,发展焊接抗晶间腐蚀才可以和减少热裂痕的趋向。
7、不锈钢复合管的焊接应沉稳采用焊丝,防止焊丝采用不妥展现热裂痕或高溫热处理后惹起σ相溶解,使金属
材料老化。参考不锈钢复合管与不一样的钢的焊丝挑选标准开展采用,并接受适当焊接方法。



选购规格全的护栏现货厂家来张掖市民乐县找鑫海达不锈钢复合管护栏厂(张掖市民乐县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:贾殿涛-【17768165506】,地址:[开发区工业园]。